不同拋丸介質在不銹鋼熱軋板除鱗(拋丸清理)工藝中的應用比較
就不銹鋼熱軋板拋丸除鱗的不同工藝介質在實際生產中的應用作了廣泛介紹,對不同介質在實際使用中的綜合效果進行了對比 ,指 出國內拋 丸介 質行 業在 制造、銷售和使 用過程 中存在 的問題 ,并對國內外不銹鋼冷軋廠拋丸介質的使用趨勢進行了介紹。
1.不銹鋼表面除鱗介質
1 .1 不 銹 鋼 表 面 除 鱗
不銹鋼表面氧化鐵鱗的結構與普通碳鋼相 比 , 金 屬 基 體 表 面 有 一 層 含 Fe、cr、Ni、O、Si成 分 的 致 密 的尖 晶石結構 ,只用酸洗的方法很難在短時間內去 除 干 凈 ,必 須 通 過 機 械 除 鱗 (拋 丸 )加 化 學 除 鱗 (酸
洗 )的方法來去除。為了縮短不銹鋼除鱗時間,一般 都 采 用 高 強 度 的 拋 丸 工 藝 ,去 掉 原 料 表 面 80% ~90% 以上氧化鐵鱗后再進行酸洗 。
拋丸生產時,利用拋頭的旋轉離心力將鋼丸以 70~80m/s的 速 度 擊 打 在 鋼 板 表 面 ,以 較 大 的 沖 擊 力 清除原料表面氧化鐵鱗 ;原料表面氧化鐵鱗清潔程 度及表面除鱗后 的粗糙度都是影響軋制后不銹鋼成 品表面質量 的關鍵 。清潔度和粗糙度都直接受拋丸 覆蓋率 的影響。拋丸覆蓋率是指鋼板表面直接受拋 丸拋打面積與鋼板總表面積的比率。一般覆蓋率要 達到 98%以上才能獲得 比較理想的表面清潔度 (IS08501Sa2.5級 )和粗糙度。拋丸覆蓋率是由拋 丸介質的粒度分布決定 的。所以 ,不銹鋼表面拋丸除 鱗介質及工藝控制是 目前不銹鋼冷軋生產工序 中最重要 的工藝環節之一 。
1.2 拋丸介質的種類
1)高 碳 鋼 磨 料 :鑄 鋼 丸 (亞 共 析 鋼 )、鋼 砂 (破 碎再加工的鋼丸)、混合磨料 (鋼丸與鋼砂的混 合 )、鋼 絲 切 丸 。
2)低 碳 鋼 磨 料 :低 碳 鋼 丸 (低 碳 貝 氏 體 鋼 丸 )。
3)鑄鐵磨料:鐵丸、鐵砂 (不用于不銹鋼行 業 ) 。
不銹鋼熱板除鱗 拋丸介質通常使用 s10粒度 的 高 碳 鑄 鋼 丸 , 有 的 廠 家 也 使 用 S1 10 和 S170 的 混 合 。考 慮 拋 打 后 的 粗 糙 度 ,S170 以 上 的 鋼 丸 已 很 少 有 廠 家 用 在 不 銹 鋼 冷 板 行 業 。 s 1 10 的 S A E J4 4 4 標 準 尺寸所占比例情況為:0.50mln的不大于 10%,烈).30 mm的不小于80%, .18mm的不小于10%。用于 不銹鋼的除鱗介質必須具有良好的硬度 (‰ 為 45~53)及 較 長 的 疲 勞 壽 命 (150 0次 以 上 )。
1.3 拋丸除鱗介質的制造工藝
高碳鑄鋼丸的生產通常有 以下幾種方式 :
1)離 心 法 。 鋼 水 通 過 高 速 旋 轉 的 帶 孑L的 碗 狀 離 心器 ,在離心力的作用下鐵水呈粒狀甩到水池 中,這 種制造工藝的鋼丸形狀好 ,但鋼丸在收縮過程 中容 易將空氣包裹進去 ,形成很多氣孔 ,有氣孔鋼丸約 占 產 量 的 30% ,同 時 有 縮 松 、裂 紋 產 生 ,密 度 較 低 ,在7 .2 以 下 。
2)氣霧 法 。用一定 壓力 的氮氣 吹散流動 的鋼水 ,形成鋼丸。丸粒的缺陷相對較少 ,但氮氣成本較高。 3 )水 霧 法 。 用 一 定 壓 力 的 水 吹 散 流 動 的 鋼 水 ,形 成 鋼 丸 。 這 種 工 藝 形 成 的 小 丸 粒 的 比 例 高 ,$ 1 10 可 達 到 8%,但鋼丸的脫尾、縮孔、裂紋和異形鋼丸較多。水 霧 法 鋼 丸 的 空 心 率 較 低 ,密 度 較 高 ,一 般 在 7.5 左 右 。
4 )鋼 絲 切 丸 。 用 拉 拔 硬 化 后 的 彈 簧 鋼 絲 或 者 從 廢舊輪胎 中回收的舊鋼絲切成 圓柱形丸粒形成的拋 丸介質。用彈簧鋼絲制作的鋼絲切丸壽命長 ,但成本 高、粒度單一、硬度偏高、尖角需預拋后才能使用 ,主 要 用 于 齒 輪 ,彈 簧 等 的 強 化 處 理 。用 廢 舊 輪 胎 鋼 絲 制作的鋼絲切丸壽命長,但硬度偏低,一般用于表面處理要求不高的鋼結構和鑄造行業。
5)鋼砂。大粒度的鑄鋼丸經過多級破碎形成小粒度的鋼砂,磨料的內在缺陷相對較少,硬度可以根據工藝需要進行生產,一般鋼砂有三種硬度:CH,GL和GP, CH鋼砂主要用于石材切割和表面強化等行業;GL和GP鋼砂可用于鑄造行業、造船行業、鋼鐵行業等進行表面清砂和除鱗。
2.高碳鑄鋼丸在不銹熱軋板除鱗的應用
采用以高碳鑄鋼丸為介質的除鱗工藝,是不銹鋼行業使用的主要除鱗介質。目前熱板酸洗工廠主要采用S110 (鋼丸直徑以0.3mm為主)與S170 (鋼丸直徑以0.425 mm為主)兩種鋼丸(見圖1),考慮用戶對表面的要求越來越高,大多數廠家已減少了對S170使用。采用傳統的S110和S170鋼丸有以下特性。


2.1優點
1)流動性好。由于是以一定粒度范圍的球體權成,流動性要優于鋼砂或鋼絲切丸。
2)工藝控制簡單。鋼丸90%以上是圓形,異型鋼丸不能超過10%,帶尖角的鋼丸少(使用過程中破碎的鋼丸硬度相對偏低),不用考慮補充料時單次投入量太大造成鋼板表面損傷的問題。
3)不造成帶鋼表面局部損傷。不用控制丸粒大小構成的混合比,新鋼丸在投入時即使一次投入量很大,也不會在鋼板表面造成局部深點。
4)對拋丸機拋頭葉片和護板損傷小。鑄鋼丸的硬度相對偏小,拋打過程中鋼丸破碎后形成的尖角硬度也相對偏低,再加上投入的新鋼丸不含尖角,拋頭葉片和拋丸室護板的損耗相對小。
2.2缺點
1)鋼丸質量不穩定。由于鑄鋼丸形成S110的產出率在4%-8%之間,廠家為追求小粒度的比例,增加了噴水壓力,鋼丸中含裂紋、尖角、砂眼、連體、破碎、畸形和尺寸不均的異型鋼丸的比例增多(見圖2和圖3),不僅降低了疲勞壽命,影響到拋打后的鋼板質量,也大大增加了鋼丸的消耗量。
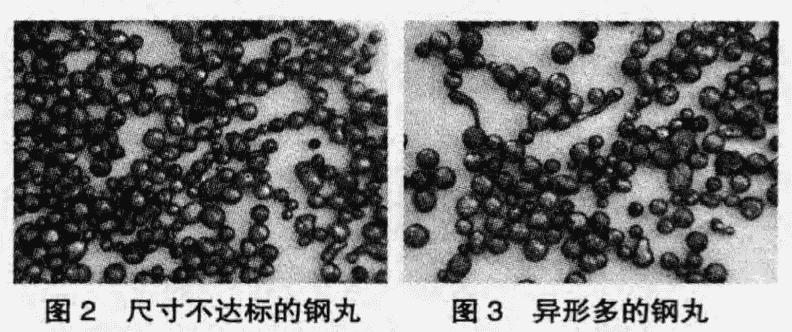
通過對國內大多數鋼丸制造企業的產品檢驗,異型鋼丸的比例均超出不大于5%的SAE標準,疲勞壽命僅1400次,低于實際使用2300次的要求,導致鋼板表面除鱗效率差。除了上述原因外,很多國內企業為了節約成本,省略了最終熱處理環節,也造成疲勞壽命降低;甚至有些企業摻入鑄鐵丸(肉眼很難區分),使拋丸過程中產生大量粉塵,鋼丸消耗成倍增加。
質量差的鋼丸在較短的時間內破碎,不能有效的清除氧化鐵皮和達到正常的使用壽命,同時產生的大量粉塵,增加了除塵系統的負荷及維護成本,也增加了失火的隱患。
2)鋼丸尺寸偏大。按照工藝及表面要求,原料除鱗應采用S110的鋼丸,但國內鋼丸廠家實際提供的大都在S110和S170之間,小粒度的鋼丸偏少,對降低噴丸后的表面粗糙度是不利的,一般除鱗后的原料表面粗糙度( Ra)在5-7 um,對冷軋后的不銹鋼成品表面質量產生了不良影響。
3)鋼丸消耗量大。由于鋼丸的在成型過程中會產生裂紋,鋼丸在反復拋打過程中沿裂紋破碎,影響使用壽命,導致鋼丸的消耗量一般都在4kg/t以上。采用完全符合標準的鋼丸,消耗量可控制在2.5 kglt以內。
4)供應不足。按照冷軋不銹鋼表面粗糙度要求,原料除鱗需全部采用S110的鋼丸,但S110的高碳鑄鋼丸的產出率僅4%-8%,生產的小粒度鋼丸越多,國內不銹鋼除鱗所需的S110鋼丸每月在2000t以上,而達到SA標準的S110鋼丸有60%以上的缺口,大量此粒度范圍的鋼丸是代理商將很多鋼丸廠的少量鋼丸搜集到一起得到的,質量基本無法保證。有些鋼丸甚至是將各種拋打鑄件、結構件等破碎后的鋼丸重新篩分后湊起來的,壽命很低。資源問題緊張。
3.砂和鋼丸的混合磨料在不銹熱軋板除鱗的應用
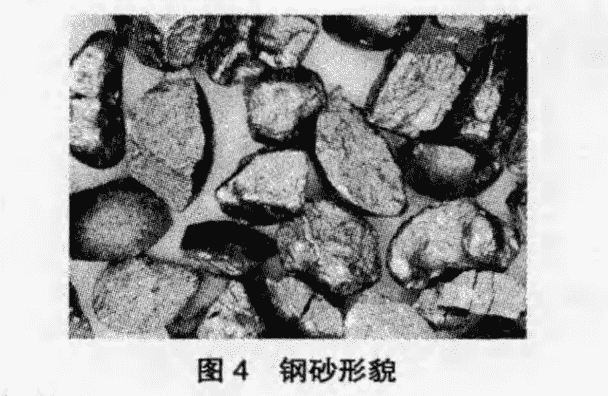
鋼砂主要用于設備構件、鑄件、管道等的表面氧青理和石材切割,是使用優質的鋼丸經鍛壓、篩熱處理后產出,其材質也是高碳鑄鋼,與鋼丸不是其呈菱形(見圖4),并在使用過程中通過在肌內的循環使棱角磨掉成為圓形。在不銹鋼的余鱗工藝中,一般不直接使用鋼砂。大多使用一列優質鋼砂和鋼丸的混合物,以提高其在拋丸沙管內的流動性。
3.1優點:
1)菱形尖角能高效地清除工件表面的氧化皮。鋼砂的粒度呈連續型正態分布,有利于提高鋼板表里的覆蓋率,從而提高清潔度。
2 )使用壽命長。鋼砂是將一定粒度范圍內的鋼率后得到的,在碾壓過程中,破裂會優先選擇鑄內的微裂紋處進行,因此鋼砂的內在裂紋很少,壽命長。
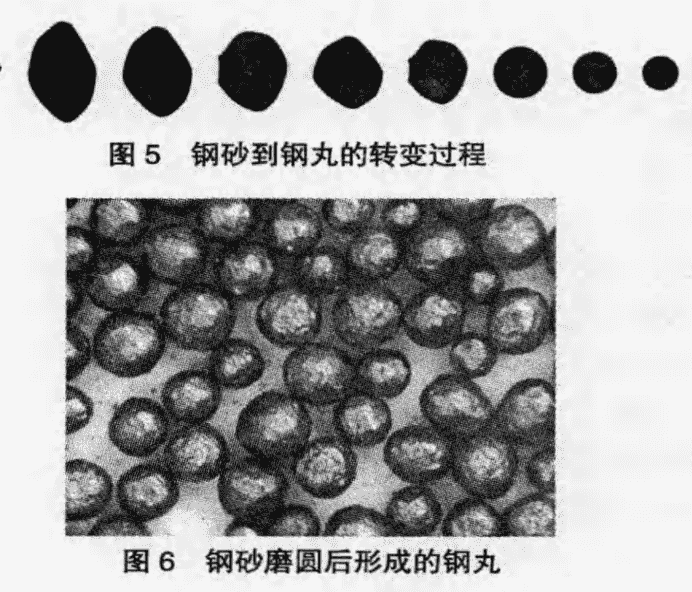
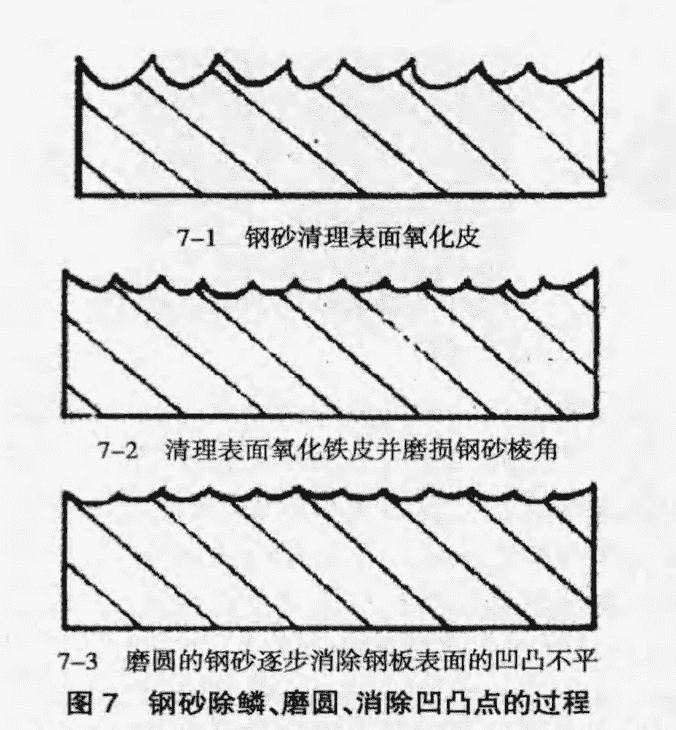
3)粗糙度相對較低。由于拋打壽命長,鋼砂經百次的循環,漸漸的形成尺寸為S110偏下或更寸的均勺的圓形鋼丸(見圖5、圖6),能更有效氐除鱗后的產品表面粗糙度(見圖7)。
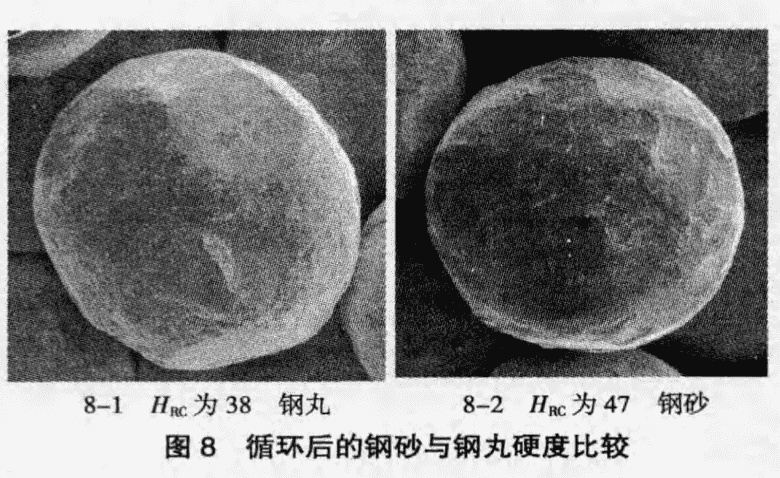
4)丸粒硬度在循環拋打的強化過程中得到提高 (見圖8),壽命得到延長,達到降低消耗的目的。
5)質量穩定。鋼砂為大顆粒鋼丸(如S230)碾壓、篩分及熱處理后的產品,產量高,供應商很集中,對其產品質量容易控制。
3.2缺點
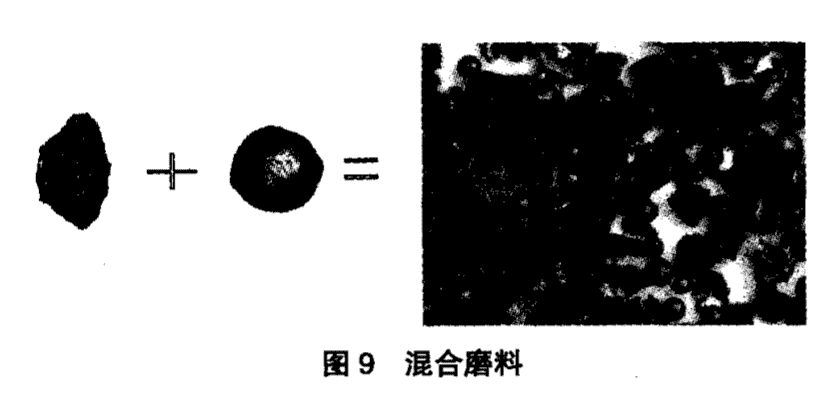
1)流動性差。鋼砂呈菱形,如果100%使用鋼砂,在拋丸機的傳輸及拋打過程中流動性較差。為解決這一問題,要將一定比例的鋼丸與之混合形成混合磨料(見下頁圖9),或先將鋼砂進行預拋,以改善其流動性。
2)工藝控制難度大。為提高除鱗效率,帶鋼在剛開始拋打時適宜用帶棱角的鋼砂,這樣更容易切入堅硬的不銹鋼鱗皮,以提高除鱗效率。但后續的拋打適宜用拋圓的鋼丸,否則,棱角會損傷帶鋼表面,使表面出現零星的深點。為防止這一缺陷的產生,混合磨料的一次添加量不能太大,而且只能從第一臺拋丸機投入新磨料,這樣后幾臺的拋丸機內基本是拋圓的不同粒度混合的鋼丸,通過控制新磨料的投 入量、頻次以及除塵能力的大小可得到不同粒度鋼 丸的混合 比例 ,鋼板 的粗糙度也低。也可以說混合磨 料更適合用在多臺串聯的拋丸機 ,單臺拋丸機用混 合磨料不適合生產高檔不銹鋼面板 ,如果生產此類 產 品,必須在過程中補充鋼砂拋圓后的鋼丸。
3)拋丸機葉片和護板的消耗 比普通鋼丸略高。
3.3 使用效果對比
混合磨料在一條熱線的使用效果對比,拋丸機 為 三 臺 串 聯 ,試 驗 期 間 初 裝 量 為 75 t,全 部 為 鋼 丸 , 以后逐漸用混合磨料全部替換。試驗數據如下:
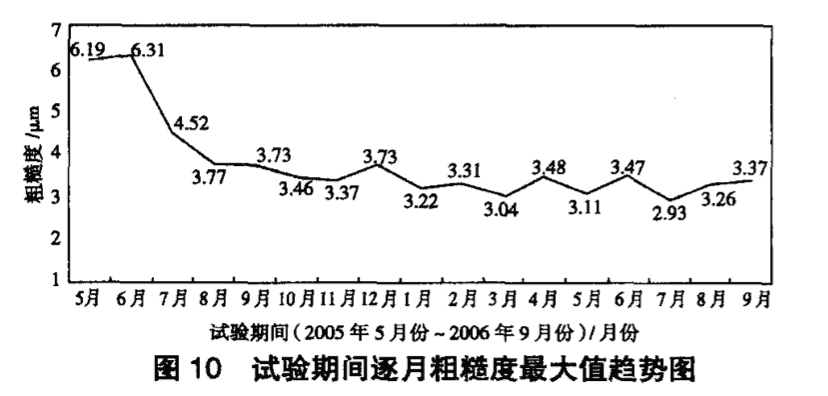
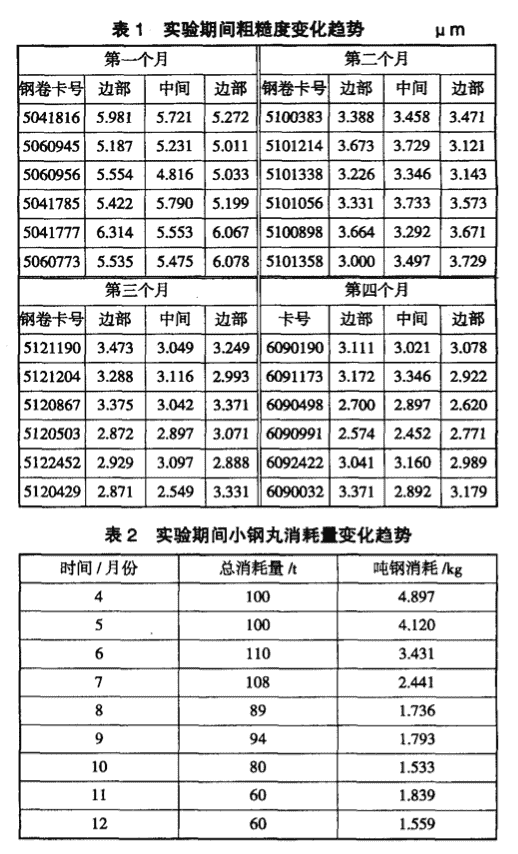
1)粗糙度。由試驗前的5 m以上降低至4vm 以 下 ( 見 圖 1 O 和 表 1 ) 。 通 過 不 斷 的 工 藝 改 進 ,控 制 拋 丸機內的混合 比,粗糙度逐 步降低并趨 于穩定 ,基 本 控 制 在 2 .5 ~ 3 -5 m 。
2 )消 耗 量 。試 驗 期 間 小 鋼 丸 消 耗 量 趨 勢 見 表 2。
4 其他拋丸介質的應用
1)低碳貝氏體鋼丸。為解決高碳鑄鋼丸的疲勞 壽命問題,國外在批量生產一種低碳鋼丸,德國最早 開發出此類產品,隨后美國也有能力生產一定批量 的低碳鋼丸。此工藝是淬火后的低碳鋼丸經過熱處 理后得到下貝氏體組織,具備接近高碳回火馬氏體 的硬度 ,沖擊韌性明顯增加 ,具備更長的使用壽命 。 此鋼丸的缺點是成型后鋼丸的現狀差 ,縮孑L、脫尾和 異型鋼丸多 ,反而消耗量 比高碳鋼丸的優勢不明顯。 拋打后鋼板表面的粗糙度與高碳鋼丸相 當。同時也 存在 S170粒度以下的鋼丸產量 比例小的問題。
2 )鋼 絲 切 丸 。 中 碳 鋼 或 軸 承 鋼 經 拉 拔 后 硬 度 會 大幅度提高,切成圓柱形的顆粒后主要用于金屬的 表面強化 。質量較低的鋼絲切丸有用于熱軋中厚板 的除鱗 。目前有的廠家將幾種直徑 的鋼絲切丸混合 后進行預拋 ,基本已消除了切后的尖角 ,可作為鋼丸 使 用 ,疲 勞 壽 命 可 提 高 30% ,但 此 種 鋼 丸 拋 打 后 加 工 硬化明顯 ,鋼板表面硬度會顯著提高 ,對拋丸機葉片 和護板損傷嚴重。由于粒度分布單一 ,鋼板的粗糙度 不易控制,目前在不銹鋼冷板還沒有廣泛應用。
5 國內外的使用情況
在國內其他不銹鋼生產企業,冷軋原料的機械除鱗大多采用彎曲破鱗加高碳鑄鋼丸高速拋打鋼板 表 面 來 進 行 ,目 前 市 場 提 供 的 鋼 丸 在 尺 寸 、質 量 、性 能及產量上很難穩定地滿足大規模不銹鋼生產的需 要 ,為 了 解 決 這 個 問 題 ,目 前 國 內 已 有 60% 的 企 業 開 始使 用鋼砂和鋼丸的混合磨料 越 大 ,H D 作 用 越 強 ;偏 差 越 小 ,H D 作 用 越 弱 。因 此 , 即便設備性能不是很穩定 ,也能實現對轉速的精確 控制。但也有其缺點 :如果要求響應時間快 ,比例參 數P值須增大,則擾動較大;如果要求調節比較平滑 ,積分參數 ,值要增大 ,則要犧牲響應速度 。
噴拋丸設備、噴丸強化技術服務,182 0189 8806 文章鏈接:http://m.8beet.com/1240/
 微信聯系咨詢
微信聯系咨詢 